Dandong Xinmei Refractory Material co.,LTD, is located in Fengcheng, Dandong, Liaoning Province, which is rich in magnesium resources in Northeast China. It is a professional company integrating domestic processing, sales, and import and export. The company provides high-quality and low-cost products and advanced raw material solutions for domestic and foreign customers all year round. The company mainly processes and sells magnesium products.The main products are fused magnesia, big crystal fused magnesia, Caustic Calcined Magnesite,Dead Burnt Magnesite,magnesium oxide balls, electrical grade magnesium oxide,magnesium oxide granular,magnesium sulfate heptahydrate,boron magnesium granular ,magnesium chloride, etc. Our products are widely used in refractory materials, industrial building materials, ceramic glass, agricultural fertilizers We have many years of professional experience, and it is precisely with stable quality, excellent reputation and professional services that our products have steadily increased sales in domestic and foreign markets, and continue to get more buyers. 's approval.
"Integrity, pragmatism and win-win" are our company values.
Our products are widely used in refractory materials, industrial building materials, ceramic glass, agricultural fertilizers and other industries, and have been widely praised. We have many years of professional experience. It is with stable quality, excellent reputation and professional services. The sales volume of the company's products in domestic and foreign markets has steadily increased, and has been continuously recognized by more buyers.
TEL+86 15114193425
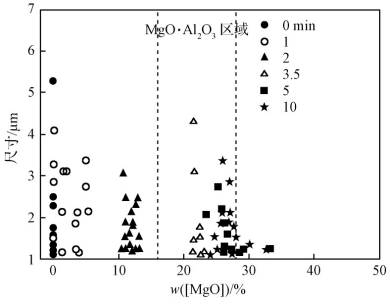
Abstract: refining outside the furnace is an important turning point to control non-metallic inclusions in steel in the steelmaking process. As a refractory for ladle lining in real-time contact with liquid steel in the whole refining process, it is easy to introduce inclusions into steel due to high-temperature physical and chemical reactions, resulting in the refining effect not reaching the expectation. By summarizing the interface reaction between typical active ladle lining refractories and different deoxidized steels, it is found that ladle lining refractories will affect the morphology, composition and physical and chemical properties of inclusions in steel, which can not only introduce inclusions into steel, but also adsorb and remove inclusions. It is proposed that the future development direction of refractory materials for ladle lining should be given more functional indicators such as purifying molten steel.The iron and steel industry is an important symbol of the overall industrial development level of a country, which is of great significance to ensure the construction of national major projects, improve the level of equipment manufacturing, promote energy conservation and emission reduction and technological upgrading in related application fields. In recent years, domestic steel enterprises have increased R & D investment and technological transformation. Although the rapid growth of steel production and the rapid enrichment of varieties have been achieved, some high-end special steels, such as bearing steel for high-speed rail and aircraft landing gear steel, have not yet got rid of the situation of relying on imports. In order to help solve the above problems, in 2019, the Ministry of industry and information technology included 40 kinds of high-quality steels such as high-grade bearing steels into the "directory of the first application demonstration guidance of key new materials", giving preferential support to the development and application of relevant materials. The key to the performance breakthrough of these materials lies in the accurate control of non-metallic inclusions. When inclusions exist with unfavorable size, morphology and distribution characteristics, they will destroy the continuity and integrity of the matrix and seriously affect the quality and service performance of steel [1,2,3,4,5]. As for the removal of inclusions, many researchers have carried out a lot of research work on how to improve the removal rate of inclusions, and developed advanced smelting technologies and equipment such as ultra-low oxygen smelting and inclusion plasticization [6,7,8,9,10,11,12,13,14,15,16,17]. The study found that [18], the innovation of these technologies and equipment can effectively reduce the number of inclusions and reduce the harm of inclusions, but it is still unable to achieve accurate control of the size and distribution of all inclusions. This shows that for high-end steel with long process and many links, the precise control of inclusions requires multiple collaborative contributions. Further research on the source of inclusions shows that the refractories in real-time contact with molten steel in the whole smelting process are one of the main factors affecting the size and distribution of inclusions in steel. With the increasing proportion of out of furnace refining and alloying processes in the steel-making process, the importance of refractory materials for ladle lining is becoming increasingly prominent, and its impact on inclusions in steel can not be ignored.Refractory materials for ladle lining in China have been continuously improved with the development of out of furnace refining technology [19]. In order to meet the refining needs in different periods, in recent decades, metallurgical and material scientific and technological workers have constantly updated their design concepts and successively developed a variety of refractory systems for ladle lining [20,21,22,23], including high aluminum refractories, carbon composite refractories, magnesium aluminum carbon free refractories and Cao refractories. These refractories for ladle lining have played an important role in the development history of out of furnace refining [24,25,26], among which the high alumina refractories synthesized based on natural bauxite gradually withdraw from the historical stage of refining ladle lining due to their low service life and poor high-temperature service performance, such as poor thermal shock resistance, heavy slag hanging and weak slag invasion resistance [27,28,29]; Although other refractories are currently used, there are still some problems affected by their material composition and their own structure, such as the carburization behavior of carbon based composite refractories into steel [30], the thermal shock resistance of magnesium aluminum carbon free refractories, the hydration of Cao based refractories, etc. [31,32], which will lead to the refining process not reaching the expected effect. In addition, the interface reaction between active refractories and molten steel during refining will also affect the non-metallic inclusions in steel.There are many reports on the influence of refractory materials used for ladle lining on the non-metallic inclusions in steel and the properties of steel. The results show that the interfacial reaction mechanism between refractory materials of different materials and molten steel is different, and the influence on the formation of inclusions in steel is also quite different. Therefore, it is necessary to review and summarize the influence of the current mainstream ladle lining refractories on the non-metallic inclusions in steel, and to explore the development direction of ladle lining refractories in the future.Effect of refractory materials used in typical ladle lining on non-metallic inclusionsIn the actual refining process, the refractory used for ladle lining contacts with molten steel in real time with a large area. With high temperature, stirring and other external field effects, the molten steel will penetrate the refractory and produce interface reaction, gradually leading to the erosion of the refractory and affecting the composition of the molten steel. Based on the difference of refractory materials used for refining ladle lining and refining process, the corrosion degree of refractory materials used for ladle lining and the influence on inclusions in steel are different. Therefore, understanding the influence of refractory materials for ladle lining on inclusions in steel is not only of great significance for the control of inclusions in metallurgical industry, but also will provide guidance for the development of refractory materials for ladle lining in the future. Taking MgO refractories and magnesium aluminum refractories, which are the mainstream refractories in service, as the ladle lining in the refining process, the influence law of inclusions in aluminum deoxidized steel and silicon manganese deoxidized steel is reviewed and summarized.1.1 effect of MgO refractories on non-metallic inclusions in steel1.1.1 effect on inclusions in aluminum deoxidized steelAluminum is a very popular deoxidizer because of its low price, strong oxygen affinity and fast deoxidation speed. When deoxidizing with aluminum, the total oxygen content in steel can be controlled at a very low level. Therefore, aluminum is generally used as deoxidizer for steel with high requirements for total oxygen content in steel, and typical representative steel types include bearing steel, if steel, pipeline steel, etc. A lot of research has been carried out on the influence of MgO ladle lining refractory on inclusions in aluminum deoxidized steel [33,34,35,36].When Harada a et al. [37,38], brabie V et al. [39] and Jansson s et al. [40] studied the reaction mechanism between MgO-C refractories and aluminum killed steel, they found that without any magnesium addition, not only MgO and MgO · Al2O3 inclusions appeared in the steel, but also a thin layer of magnesium aluminum spinel formed at the interface between MgO-C refractories and molten steel; MgO-C refractories dissolve magnesium into steel through carbon reduction of its own MgO and react with dissolved aluminum in steel to form magnesium aluminum spinel inclusions, see formula (1) and formula (2).When aluminum deoxidation is used, there will be more dissolved aluminum in the steel, which will also play a role in the dissolution of MgO-C refractories. Liu c[41,42] through the study of the reaction between MgO-C refractories and aluminum deoxidized steel, it is found that MgO in MgO-C refractories will react with dissolved aluminum in molten steel to form dissolved magnesium and MgO · Al2O3 inclusions. The reaction is shown in formula (3).The reaction with carbon reducing its own MgO to dissolve magnesium into steel will be different in the distribution of elements formed on the surface of refractories. The element distribution of the interface after the reaction between MgO-C refractories and liquid steel is shown in Figure 1 [41]. It can be seen that the replacement reaction between the dissolved aluminum in steel and MgO in refractories will form a magnesium aluminum spinel layer at the reaction interface (Figure 1 (a)), while after MgO-C refractories dissolve magnesium into steel by reducing MgO with their own carbon, it is found that there is no magnesium aluminum spinel layer at the interface between refractories and liquid steel (Figure 1 (b)). The chemical composition changes of inclusions in steel are shown in Figure 2 [41]. Before the test, the inclusions in steel are mainly Al2O3 inclusions formed after aluminum deoxidation. With the extension of reaction time, the mass fraction of MgO in inclusions gradually increases. When the reaction time exceeds 3.5min, the type of inclusions in steel is mainly MgO · Al2O3.The behavior of MgO-C refractories dissolving magnesium into steel is greatly affected by its own carbon. In order to peel off the influence of carbon on the dissolution of magnesium into steel by MgO, Chi y g[43] and Deng z[44] studied the dissolution behavior of pure MgO refractories in aluminum deoxidized steel through experiments. Chi y g[43] the effect of MgO refractories on inclusions in aluminum deoxidized steel at different reaction times was studied by immersing MgO refractories into molten aluminum deoxidized steel. The results of the interface reaction between magnesium oxide rods and liquid steel are shown in Figure 3 [43]. The results show that a thin MgO · Al2O3 layer is formed at the interface between MgO refractory rod and molten steel, as shown in Figure 3 (a); In addition, MgO refractories also change the composition and morphology of Al2O3 inclusions in steel. At the initial stage of reaction, MgO · Al2O3 phase will appear at the edge of Al2O3 inclusions, as shown in Figure 3 (b); With the extension of reaction time, all Al2O3 inclusions are transformed into angular MgO · Al2O3 inclusions, as shown in Figure 3 (c). This shows that at refining temperature, dissolved aluminum in steel will react with MgO refractory rod to form MgO · Al2O3 layer and dissolved magnesium (formula (3)). The dissolved magnesium will further react with the existing Al2O3 in the steel to form MgO · Al2O3 inclusions, as shown in formula (4).1.pngFig. 1 element distribution at the interface of MgO-C refractory after reaction with molten steel640.pngFig. 2 change of inclusion composition in steel with time3.pngFig. 3 reaction results between magnesium oxide rod and molten steel interface(a) Magnesium aluminum spinel layer at the interface between magnesium oxide rod and liquid steel; (b) The distribution of compound inclusion elements of Al2O3 and magnesium aluminum spinel; (c) Typical magnesia alumina spinel inclusions.Deng Z et al. [44] compared the effect of pure MgO refractories on Al2O3 inclusions in steel at oxygen activity of 0.0001% and 0.0500%. The results show that the oxygen activity in steel is the key factor for MgO refractories to form dissolved magnesium and promote the transformation of Al2O3 inclusions into MgO · Al2O3 inclusions. When the oxygen activity is very low (≤ 0.0001%), the refractory will form more dissolved magnesium, which will promote the transformation of Al2O3 inclusions into MgO · Al2O3 inclusions, as shown in Figure 4; When the oxygen activity is high enough (≥ 0.0500%), Al2O3 inclusions will not change.4.pngFig. 4 small particle magnesia alumina spinel formed at the edge of Al2O3 inclusion when liquid steel oxygen activity is lowIn the actual refining process of aluminum deoxidized steel, MgO refractories and refining slag containing MgO will dissolve magnesium into the steel and affect the inclusions in the steel. Liu C et al. [45] compared the effects of refining slag containing MgO and MgO refractories on the transformation of inclusions in aluminum killed steel through tests. The rate of supplying dissolved magnesium to steel by MgO refractories, MgO-C refractories and refining slag containing MgO is calculated through the kinetic model, and the transmission rate is 2.18 in turn × 10-4、5.0 × 10-4、6.3 × 10-4 m/s。 Literature [41] believes that although the refining slag containing MgO is faster than MgO-C and MgO refractories in terms of magnesium supply speed, if the interaction area with liquid steel is considered, the contact area between refractories and liquid steel is about 4 times that of refining slag and liquid steel. Therefore, at the same time, MgO refractories promote the transformation of Al2O3 inclusions into MgO · Al2O3 inclusions in aluminum deoxidized steel more than MgO containing refining slag.In conclusion, MgO refractories have a stronger ability to dissolve magnesium in steel than refining slag, and will promote the conversion of Al2O3 inclusions into MgO · Al2O3 inclusions in steel.1.1.2 effect on inclusions in silicon manganese deoxidized steelFor medium and high carbon long products for special purposes, such as cord steel, cutting wire steel, spring steel, etc., in order to avoid wire breakage caused by Al2O3 inclusions in the later cold drawing process, silicon manganese compound deoxidation is generally used in the production process to control the morphology of inclusions and make them have better plasticity [46,47]. Deng Z et al. [48] studied the independent effect of MgO refractories on inclusions in silicon manganese deoxidized steel. The test results found that with the increase of reaction time, the melting point of the original sio2-al2o3-mno system and sio2-al2o3-cao system inclusions in silicon manganese deoxidized steel will decrease, and finally stabilize below 1500 ℃, as shown in Figure 5 [48].As mentioned above, although MgO refractories can promote the formation of MgO · Al2O3 inclusions in aluminum killed steel and affect the properties of steel, when used in silicon manganese deoxidized steel, they are conducive to the formation of low and medium melting point inclusions in steel and reduce the harm of inclusions to steel to a certain extent.1.2 effect of magnesium aluminum refractories on non-metallic inclusions in steel1.2.1 effect on inclusions in aluminum deoxidized steelMagnesium aluminum refractories have long service life and stability, excellent comprehensive properties, and avoid the carburization behavior of MgO-C Bricks into steel, so they are widely used in the production of aluminum deoxidized steel. Deng Z et al. [44] studied the effect of magnesium aluminum refractories on inclusions in aluminum deoxidized low alloy steel. The results showed that magnesium aluminum refractories had little effect on it and would not promote the conversion of Al2O3 into spinel inclusions. This is because the activity of MgO in magnesium aluminum refractories is very low (about 0.06) [49], and it is difficult to react with molten steel to produce dissolved magnesium, which has an impact on inclusions in steel.The research in literature [50,51] shows that magnesium aluminum refractories will react with dissolved manganese in aluminum killed medium manganese steel (formula (5)), and form (Mn, Mg) O · Al2O3 layer at the refractory liquid steel interface. With the increase of reaction time, the erosion layer becomes thicker and thicker, and manganese element slowly diffuses from the edge of the refractories to the center. As shown in Figure 6 [50], when the interface modified layer is washed by liquid steel, it will peel off from the refractory matrix and become the source of (Mn, Mg) O · Al2O3 inclusions in liquid steel. The typical (Mn, Mg) O · Al2O3 inclusions in steel are shown in Figure 7 [51].In conclusion, although magnesium aluminum refractories have little effect on inclusions in aluminum deoxidized low alloy steel, they will have a strong interface reaction with aluminum killed medium manganese steel and affect the morphology and composition of inclusions in steel.5.pngFig. 5 Effect of MgO refractory on melting point of inclusions in steel(a) (b) sio2-al2o3-mno system inclusions; (c) , (d) sio2-al2o3-cao system inclusions.6.pngFigure 6 element distribution at the interface between magnesium aluminum refractories and molten steel(a) Reaction for 30min; (b) Reaction for 60min; (c) Reaction for 120min.7.pngFig. 7 typical (Mn, Mg) O · Al2O3 inclusions in aluminum killed medium manganese steel1.2.2 effect on inclusions in silicon manganese deoxidized steelMagnesium aluminum refractories are also used in silicon manganese deoxidized steel due to their excellent high temperature service performance. Therefore, some researchers have carried out the influence of magnesium aluminum refractories on the inclusions in silicon manganese deoxidized steel
More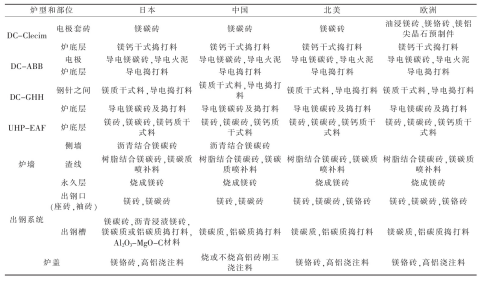
Abstract: from an ordinary AC electric arc furnace with three electrodes to a DC electric arc furnace with ultra-high power (UHP) and one electrode, the structure of the furnace has changed a little. In view of the damage factors of various parts, the refractory materials for lining have also been developed. For example, the furnace top of ordinary electric arc furnaces is built with high alumina bricks and furnace wall magnesia bricks, while UHP and DC electric arc furnaces use large-area water-cooled furnace top and furnace wall, the triangle area of furnace top uses corundum castables or prefabricated parts, the furnace wall uses magnesia carbon bricks, and the severely corroded parts use gunning operation. The refractories used in DC and UHP furnaces in Japan and other countries are also introduced.Steelmaking electric arc furnace is a kind of equipment that takes the electric arc between the electrode end and the charge as the heat energy to make steel. The electric arc furnace uses scrap steel as the burden to directly make steel. Compared with steelmaking after ore ironmaking, the capital investment is less, saving 60% energy, 40% water, 86% waste gas emission and 97% waste residue [1]. AC electric arc furnace has a long history. AC is input into the furnace through three graphite electrodes, and an arc is generated between the lower end of the electrode and the metal material. The high temperature of the arc is used to directly heat the furnace material, so that the steelmaking process can be carried out. The higher the power supply is, the faster the melting rate of the charge is, and the more energy consumption is reduced. Therefore, ultra high power (UHP) arc furnace appears. On the basis of ultra-high power, DC electric arc furnace steelmaking has been developed. The DC electric arc furnace uses the endpoint of a graphite electrode as the cathode, the furnace bottom as the anode, and the graphite electrode is located in the center of the furnace. Compared with UHP, the equipment structure is simple, the construction cost is low, the current and heat distribution in the molten pool is relatively uniform, and there is no overheating area, so the loss of refractory materials is relatively small, energy saving and low noise. At present, steel-making electric arc furnace is developing towards large-scale and control automation.Electric arc furnaces in China are mainly used to produce alloy steel. There is a big gap between the steel-making level and the industrial developed countries. For example, in 2015, China's electric furnace steel accounted for 6.1% of the total output of crude steel, which increased in 2020, but not more than 10%, and there is still a big gap compared with the world average of 30%. China has introduced advanced UHP and DC electric arc furnaces. With the economic development and the improvement of industrialization, the amount of scrap steel resources will inevitably increase. At the same time, the development of iron ore direct reduction iron smelting technology will replace scrap steel, increase the charge of electric arc furnace steelmaking, and the development of nuclear power will provide material guarantee for electric arc furnace steelmaking. The lining of electric arc furnace is made of refractory materials. With the development of UHP and DC technology, new high-quality refractory materials are needed to match it. Some people say that [2]: without high-quality furnace lining and bottom refractory materials to support long furnace life, ultra-high power electric arc furnace cannot give full play to the advantages of efficient production. Furnace bottom refractory is a necessary condition for the realization of DC electric arc furnace, which reflects the interaction and interdependence between steel-making and refractory technology, and plays an integral role in the optimization of production of electric arc furnace steel-making system.1. Structural changes of electric arc furnaceThe traditional electric arc furnace is composed of furnace top (also known as furnace cover), furnace wall, furnace slope, furnace bottom and tapping trough, all of which are made of refractory materials and wrapped with steel furnace shell. One side of the furnace wall is equipped with a furnace door, and the other side is a steel tapping port, which is connected with the steel tapping trough. UHP and DC electric arc furnaces adopt eccentric bottom tapping, so that the furnace body is changed from tilting type to fixed type. There is a gas supply mixing setting at the bottom of the furnace, an oxygen fuel burner is installed at the top of the furnace, and a tapping port is set at the eccentric position of the bottom of the furnace to replace the tapping trough. Due to the elimination of tilting equipment, the water cooling area is expanded, the damage of furnace lining is alleviated, the tapping temperature is appropriately reduced, and the tapping time is shortened, so as to reduce the production cost. The furnace wall adopts the measures of inlaid water-cooled box type water-cooled jacket, and its internal surface is sprayed with a layer of fire-resistant paint to form a protective layer by hanging slag, which can effectively reduce the consumption of refractory materials, but the power consumption may increase. Some electric arc furnaces abroad have a power of more than 1000 kV · a/t, a furnace wall life of more than 2000 heats, and a water-cooled furnace cover life of 4000 heats, reducing the consumption of refractory materials by more than 60%.2. Damage factors of refractory liningThe refractory of the lining of electric arc furnace has been in the state of high temperature, slag erosion and rapid heating and cooling for a long time, and the working conditions are extremely poor. In the melting period and oxidation period of steelmaking, the furnace lining will not be damaged due to high temperature, but in the reduction period, the temperature of molten steel is quite high, and it is directly radiated by the arc (sometimes the temperature is above 4000 ℃), so the furnace lining is easy to cause melting damage. When the steel is discharged and charged, the temperature of the furnace lining suddenly decreases, the charging starts to send electricity, and the temperature gradually increases. This sudden cooling and heating is the direct reason for the peeling of the furnace lining, mainly because the furnace top is easy to peel off.The main factors of refractory lining damage include [3]: (1) chemical erosion. The chemical reaction between SiO2 in FeO or slag and Cao and MgO in refractories turns the furnace lining into slag, resulting in damage. (2) The carbon component in the refractory lining is oxidized by oxygen-containing components (such as FeO, O2, MgO, etc.), resulting in decarburization and damage of the refractory. (3) Scour and mechanical impact. Molten steel or slag flows through the surface of refractory materials to physically wear or scour the furnace lining, resulting in lining damage; In the steel outlet, slag line, electrode port or exhaust port platform, the scouring is serious, and the furnace charge such as scrap is often lifted in and damaged by hitting the furnace lining. (4) Hydration. In the production process, there are often water leakage or seepage from the furnace roof or furnace wall, as well as water vapor, which reacts with MgO and Cao in alkaline refractories to damage the lining.3 refractory for electric arc furnaceAccording to the structure of the electric arc furnace, due to the different size of the thermal load borne by each part, there are differences in the contact effect with slag and molten steel and the degree of mechanical damage, different refractory materials must be used in different parts [4].3.1 furnace top (cover)Fired or unburned high alumina bricks are widely used in small and medium-sized electric arc furnaces in China, and high alumina or corundum amorphous refractory prefabricated parts are locally used. Large ultra-high power electric arc furnaces and DC electric arc furnaces adopt water-cooling technology. Except for the triangle area, the refractory material on the top of the furnace is not the key. Due to strong thermal shock and harsh electrode thermal radiation in the triangle area, corundum or aluminum chromium ramming materials are widely used abroad, while high aluminum or corundum ramming materials are generally used in China. The 150 t ultra-high power electric arc furnace of Tianjin steel pipe group company adopts chrome corundum castable prefabricated parts at the top of the furnace (around the three electrode holes), which are baked in advance and used directly on site, and solves the problem of electrode hole positioning. In view of the rapid damage of the upper part of the oxygen lance, local thickening treatment was adopted in this area, so that the damage speed of all parts of the furnace top was basically the same, and the maximum service life was 676 heats.3.2 furnace wall (wall)It is divided into general furnace wall, slag line area and furnace wall near the hot spot of electric arc. Generally, the furnace wall is mainly built with magnesia bricks and dolomite bricks, as well as magnesia and dolomite ramming materials combined with unburned magnesia bricks and asphalt. The walls of ultra-high power and DC electric arc furnaces for smelting special steel are built with magnesia chrome bricks and high-quality magnesia bricks. As the slag line and hot spot are the weak links of the furnace wall, and the service life of the furnace wall mainly depends on the damage degree of the hot spot, special attention is paid to the refractory materials in the hot spot. In the early stage, magnesium chromium bricks were used, with a service life of 100 ~ 150 heats. Now, magnesium carbon bricks are used, with a service life of more than 300 heats. In order to balance the damage of the furnace wall and prolong its service life, the furnace wall is inlaid with a water-cooling box or water-cooling jacket, and its surface is sprayed with a layer of fire-resistant paint. When used, slag is hung to form a protective layer, which not only improves the service life of the furnace wall, but also reduces the electrode consumption by 0.5 kg/t and the production cost by 5% - 10%.3.3 furnace bottom and slopeThe furnace bottom and furnace slope form a molten pool, which is the place where the charging and molten steel gather. The furnace bottom generally adopts high-quality fused magnesia knotted lining, which is generally divided into two layers. The lower layer is built with magnesia bricks or magnesia bricks combined with asphalt, and the upper layer is made of magnesia or magnesium calcium iron ramming materials. The knotted materials of the working layer directly affect the service life of the furnace bottom. The magnesia calcium iron dry ramming material appeared in the 1990s has the advantages of convenient construction, fast sintering speed, good sintering layer formed in use, improved erosion resistance and erosion resistance, and reduced the consumption of refractory materials to less than 2 kg / T. The erosion of furnace slope material is somewhat different from that of furnace bottom material. A company [5] adopted appropriate measures to increase MgO content, reduce Fe2O3 content, and use nano powder to improve sintering performance. The physical and chemical indexes of the improved ramming material are shown in Table 1. The slag line at the upper part of the furnace slope should be gunned because of the serious erosion of molten slag.3.4 tapping trough (port)For general side type steel tapping trough, China generally adopts high alumina brick, wax stone brick and other masonry, or uses ramming materials and castables to make an integral steel tapping trough. The eccentric tapping port developed in the 1980s has been changed from the original tilting tapping to the fixed tapping. The eccentric bottom tapping has many advantages for refractories: it can expand the water-cooling area, reduce the amount of refractories and ladle slag, etc. Therefore, the tapping temperature can be reduced by 13 ℃, the consumption of furnace bottom refractory materials can be reduced by 0.5 kg/t, the consumption of ladle refractory materials can be reduced by 0.43 kg/t, and the consumption of gunning refractory materials can be reduced by 0.64 kg / T. The tap hole brick is asphalt impregnated magnesia brick, the pipe brick is magnesia carbon brick, and the end is Al2O3-SiC-C brick or magnesia carbon brick. Due to repeated tapping, the tapping pipe has serious erosion and scouring, and its diameter has expanded, so it needs to be repaired and replaced. The Japanese invented an al2o3-mgo-c brick with low carbon content and good wear resistance and corrosion resistance. Therefore, the aperture of the initial pipe brick can be expanded, the tapping time can be shortened, and the operation efficiency can be improved. See Table 2 for the properties of tap hole bricks. In order to smooth tapping, coarse sand drainage material with forsterite matrix is often used. Magnesium carbon air supply bricks and air supply dry materials are commonly used for bottom blowing elements.3.5 gunningGunning materials are mainly used for slag lines and hot spots of electric arc furnaces, as well as electrode sleeves of DC electric arc furnaces. Physical and chemical indexes of dolomite, magnesium calcium and magnesium gunning materials developed in China and Japan are shown in Table 3.The electrode sleeve of DC electric arc furnace needs to be repaired frequently, also through thermal gunning, and the gunning temperature is ≥ 800 C °. The carbon bonded magnesium carbon and aluminum magnesium carbon hot gunning materials developed in Japan have good performance, as shown in Table 4.3.6 refractories for DC electric arc furnaceThe refractory materials used in the top, wall and tapping system of DC electric arc furnace are similar to those of ultra-high power electric arc furnace, except for the structure of the bottom electrode. There are two kinds of bottom electrodes, namely MgO-C refractory bottom electrode and metal bottom electrode. The metal bottom electrode takes the metal elements embedded in the refractory material at the bottom of the furnace as the anode, and is divided into air-cooled metal contact bottom electrode, steel sheet bottom electrode and water-cooled 1-4 metal rod bottom electrode, represented by ABB, GHH and clecim respectively. For DC electric arc furnace, the service life of bottom electrode is the service life of furnace bottom refractory. MgO-C air supply bricks and air supply dry materials are commonly used as bottom blowing elements.See Table 5 for refractories used in electric arc furnaces in major countries and regions in the world.Table 1 Physical and chemical indexes of improved furnace slope and bottom ramming materialsTable 1 Physical and chemical indexes of improved furnace slope and bottom ramming materialsTable 2 Properties of magnesia carbon brick and ai2o3-mgo-c brick for tapping holeTable 2 Properties of magnesia carbon brick and ai2o3-mgo-c brick for tapping holeTable 3 physical and chemical indexes of gunning materials in Japan and ChinaTable 3 physical and chemical indexes of gunning materials in Japan and ChinaTable 4 performance of hot gunning material for electrode casing brickTable 4 performance of hot gunning material for electrode casing brickTable 5 refractory materials for electric arc furnaces in some countries and regionsTable 5 refractory materials for electric arc furnaces in some countries and regions4 discussion4.1 refractory materials for steel-making electric arc furnace develop with the change of furnace structureGenerally, AC arc furnaces (power 500 ~ 700 kV · a/t) [6] have been developed into ultra-high power (UHP) arc furnaces and direct current (DC) arc furnaces. The furnace structure has been changed, the furnace cover and furnace wall are water-cooled in a large area, oxygen fuel burners are installed on the furnace cover, eccentric bottom tapping and inert gas injection, etc., and about 8% of molten steel and slag remain in the furnace, or even slag free tapping. As a result, not only the consumption of refractory materials is reduced, Moreover, the erosion of furnace lining and ladle refractories has also been reduced. For example, the operation of 120 t electric arc furnace of ASW company in the UK shows that: reduce the consumption of refractory materials at the bottom of the furnace by 0.5 kg/t, reduce the consumption of refractory materials in the ladle by 0.43 kg/t, and reduce the consumption of gunning materials by 0.64 kg / T. For the triangle area (around the electrode hole), hot spot area and slag line of ultra-high power (UHP) electric arc furnace, the use conditions are harsh, and high-quality high-grade refractory materials must be selected. Compared with UHP electric arc furnace, DC electric arc furnace has only one electrode, which is located in the center of the furnace. The current and heat distribution in the molten pool is relatively uniform, and there is no hot spot area, so the loss rate of refractory materials is reduced. At the same time, due to the extension of furnace life, the comprehensive consumption of refractory materials is reduced by 50% - 60%. Only the bottom conductivity is the most important feature of DC electric arc furnace. Whether using the bottom refractory as the anode or the metal elements embedded in the bottom refractory as the anode, its working environment and working conditions are very strict. The life of the bottom electrode is the life of the bottom refractory, which is the main direction of the refractory used in DC electric arc furnace. At present, MgO-C or MgO sheathed bricks are generally used around the furnace bottom electrode, and dry materials are used in other parts, which can be cold patched. With the improvement of electric arc furnace equipment and smelting technology, the development of electric power industry, the cost of electric arc furnace steel continues to decline. Now electric arc furnace is not only used to produce alloy steel, but also a large number of carbon steel, which has a promising development prospect. Therefore, the research on refractories for electric arc furnaces should be strengthened.4.2 the influence of changes in electric arc furnace steelmaking process on refractories cannot be underestimatedFor example, the 90 t ultra-high power electric arc furnace of a company was smelted with all scrap steel when it was first put into production. Three years later, it began to adopt the process of mixing molten iron. After five years, it was changed to the bottom blowing process, and then the oxygen lance system was transformed. With the change of steelmaking process conditions, the erosion of refractory materials for lining is more serious, and the furnace life is reduced to 400 ~ 500 heats. To this end, the company has adopted high-quality refractory materials, optimized furnace wall masonry and furnace bottom knotting process, improved smelting process, adjusted slagging system, and implemented slag splashing and slag hanging furnace protection process, so that the furnace lining refractory materials have been greatly increased to more than 850 heats, and the furnace makeup material has been reduced from 60 t/ furnace service to 10 t / furnace service.4.3 the masonry of refractory products must be done well to ensure the construction quality of castables and ramming materialsDue to the harsh service conditions of electric arc furnace, the overall dimensional accuracy and masonry quality of magnesia carbon brick on furnace wall have an impact on the life of refractory lining, even exceeding the physical and chemical properties of magnesia carbon brick itself. In order to prevent arching or brick running caused by high-temperature thermal expansion, 1 ~ 3 mm brick joints are reserved between bricks, and a special material of heat proof grease is tamped in. Special attention should be paid to the construction of ultra-high power (UHP) and direct current (DC) electric arc furnace bottom. The quality of working layer knotting will directly affect the service life of the furnace bottom. Special attention should be paid to magnesium calcium iron knotted material, which should be able to form a dense sintered layer. Therefore, it is necessary to use the fixed mold and the "cross" method to knot. The knotted material is added in batches, and the thickness of each batch of knotted material is <150 mm. It is fully tamped to achieve compactness.5 ConclusionThe steel-making electric arc furnace has developed from an ordinary AC electric arc furnace with three electrodes to an ultra-high power (UHP) and one electrode direct current (DC) electric arc furnace. The structure of the furnace body has been changed. The eccentric bottom tapping and bottom blowing gas are adopted, and the DC electric arc furnace uses the bottom of the furnace as an anode to conduct electricity. The refractory used for its lining also changes with the change. High alumina bricks are used for the top of the ordinary electric arc furnace, magnesium bricks for the furnace wall, dolomite bricks, magnesium and dolomite ramming materials for the bottom of the furnace, and the steel tapping trough is built with high alumina bricks or poured out of the steel trough with high alumina castables as a whole. The ultra-high power and DC electric arc furnace is transformed into the triangle area of the furnace top with corundum castables or prefabricated parts, the furnace wall with magnesia carbon bricks, and the furnace top and furnace wall are cooled by large-area water, so as to reduce the consumption of refractory materials and improve the service life of the lining. The hot spot area and slag line of ultra-high power electric arc furnace with serious erosion shall be gunned. Magnesium calcium iron knotting materials are used for furnace bottom and furnace slope. DC electric arc furnace has no hot spot area, but as an anode, the furnace bottom requires that the refractory material has conductivity, and MgO carbon bricks or MgO carbon bricks embedded with metal components are used.
More
Liaoning: by 2025, energy-saving and emission reduction technologies such as fused magnesium and light burned magnesium oxide should be upgraded and transformed greenIn order to thoroughly implement the spirit of the comprehensive work plan for energy conservation and emission reduction during the 14th five year plan (GF [2021] No. 33), vigorously promote energy conservation and emission reduction, promote the comprehensive green transformation of economic and social development in our province, and help achieve the goals of carbon peak and carbon neutralization, this plan is formulated in combination with the actual situation of Liaoning Province.By 2025, the energy consumption per unit of GDP in the province will be 14.5% lower than that in 2020. The total energy consumption has been reasonably controlled, and the emission reductions of key projects of chemical oxygen demand, ammonia nitrogen, nitrogen oxides and volatile organic compounds have reached 89200 tons, 11000 tons, 79600 tons and 32700 tons respectively. Energy conservation and emission reduction policies and mechanisms have been improved, the energy efficiency of key industries and the emission control level of major pollutants have basically reached the international advanced level, and the green transformation of economic and social development has achieved remarkable results.Green upgrading and transformation of key industries. Focusing on the steel, non-ferrous metals, building materials, petrochemical and chemical industries, we will promote energy-saving transformation and in-depth treatment of pollutants. Promote energy-saving technologies such as high-efficiency rectification system, high-temperature and high-pressure coke dry quenching, oxygen enriched intensified smelting, key technologies for energy conservation and emission reduction in the production process of fused magnesium, and the recovery and utilization of waste heat from light burned magnesium oxide to improve energy utilization efficiency. Encourage the transformation of blast furnace converter long process steelmaking into electric furnace short process steelmaking, and promote the green and low-carbon upgrading of Bayuquan base of Anshan Iron and Steel Co., Ltd. and the reconstruction of blast furnace of Linggang. Encourage the intelligent transformation of fused magnesia kiln and implement the technological upgrading of Magnesite Industry. Promote the ultra-low emission transformation of iron and steel, cement, coking industries and coal-fired boilers, and promote the replacement of clean energy in industrial furnaces and kilns. Focus on magnesite, ceramics and other industries, carry out the investigation and classified treatment of gas-related industrial clusters, and effectively improve the quality of industrial development and the level of environmental protection. We will strengthen industrial process innovation, implement classified treatment of industrial clusters such as painting and chemical industry, and carry out cleaner production in key industries and industrial wastewater resource utilization and transformation. Promote the energy efficiency improvement of new infrastructure, accelerate the green transformation of data centers and base stations, promote the green use of electronic information manufacturing industry, and build large and super large data centers with power utilization efficiency of no more than 1.3. During the "14th five year plan" period, the energy consumption per unit of added value of industries above designated size decreased by 14.5%, and the water consumption per 10000 yuan of industrial added value decreased by 12%. By 2025, through the implementation of energy conservation and carbon reduction actions, the proportion of production capacity and data centers in key industries such as steel, cement, flat glass, oil refining, ethylene, synthetic ammonia, calcium carbide and so on to reach the benchmark level of energy efficiency will exceed 30%.The review meeting of six product standards of the national standards Resistance Committee was successfully heldOn July 10-11, 2022, the product standard review meeting of the National Technical Committee for refractory standardization was successfully held in Changsha, Hunan Province. The review standards include four industry standards: anti scaling and fire-resistant castables (revised yb/t 4193-2009, plan No.: 2021-0381t-yb), plastic phase composite corundum bricks (revised yb/t 4129-2005, plan No.: 2021-0382t-yb), castables for blast furnace taphole (revised yb/t 4126-2012, plan No.: 2021-0379t-yb), refractory castables furnace rollers (revised yb/t 116-1997, plan No.: 2021-0380t-yb), As well as two group standards of China Steel Association, including recycled refractory materials after use (Plan No.: 2021166) and free flowing repair materials at converter outlet (Plan No.: 2021167), and six product standards are under the centralized management of the national standard resistance Committee. More than 40 representatives from 34 units including production enterprises, design units, colleges and universities, and inspection institutions attended the meeting.The four industry standards are all revised standards. Compared with the previous edition, kjp-65 brand and corresponding technical indicators are mainly added to the anti scaling and fire-resistant castables, and the test conditions for high-temperature flexural strength indicators are clarified. Compared with the previous edition, the plastic phase composite corundum brick mainly adds two grades and technical indicators of zsg-n and zsg-m, as well as vibration molding product indicators and conformity assessment forms. The main contents of the revision of "castables for blast furnace taphole" include: changing the scope of application of the standard; Asc-8 brand and its physical and chemical indexes are added. The standard "refractory castable furnace roll" changes the name to refractory castable for furnace roll, and changes the classification basis and some physical and chemical indexes of refractory castable for furnace roll.Two group standards are newly formulated standards. "Recycled refractories after use" is divided into six categories: recycled refractories for iron storage cars, recycled refractories for nozzle bricks after use, recycled refractories for slag ditches after use, recycled refractories for tundish, recycled refractories for RH impregnation pipe after use and recycled refractories for miscellaneous materials after use. The "converter tapping hole self flowing repair material" is divided into four grades: zcx-90-1, zcx-90-2, zcx-80-1 and zcx-80-2.
More